- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


Opatření pro provoz extruderu ve vytlačovací lince pro trubku s pevnou stěnou
2022-02-12
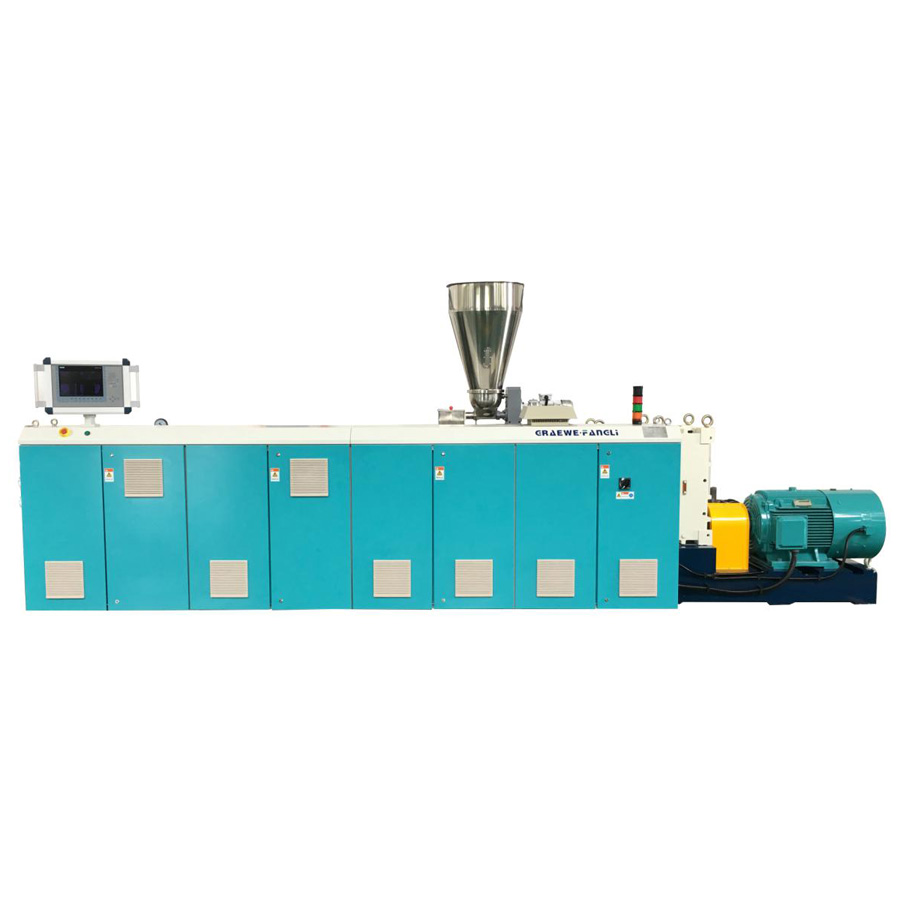
Systém řízení zařízeníVytlačovací linka pro trubky s pevnou stěnouse pak skládá z extrudéru, vytlačovací hlavy, tvarovacího chladicího systému, traktoru, řezacího zařízení a soustružnického rámu. Principem vytlačování extruderu je použití šneku se šikmým závitem k otáčení ve vyhřívaném sudu a k vytlačování plastu odeslaného z násypky dopředu, takže se plast postupně zahřívá a plast se rovnoměrně změkčuje, aby se vytlačil plast přes stroj. Formování hlavy a forem. Extrudér by měl během skutečného provozu věnovat pozornost následujícím bodům:
1. Před spuštěním stroje zkontrolujte, zda je topný kroužek v dobrém stavu, zda je dobře zasunutý termočlánek a zda je měření teploty přesné.
2. Při spouštění počkejte, dokud teplota ohřevu nedosáhne nastavené procesní teploty a před spuštěním ji nějakou dobu udržujte. Aby nedošlo k poškození součástí, jako jsou motory a šrouby.
3. Když je hlavní motor nastartován, musí běžet několik minut při nízkých otáčkách, aby se naposledy vyčerpal roztavený materiál, který zůstal v sudu, a rychlost lze zvýšit až po tlaku taveniny a proudu hlavního motoru. jsou stabilní, aby se zabránilo zranění osob stříkaným materiálem.
4. Parametry jako teplota, proud a tlak taveniny by měly být během provozu zařízení včas sledovány. A pozorujte zahřívání motoru a redukční skříňky. Pokud se vyskytne nějaká abnormalita, zjistěte včas příčinu a odstraňte ji.
1. Před spuštěním stroje zkontrolujte, zda je topný kroužek v dobrém stavu, zda je dobře zasunutý termočlánek a zda je měření teploty přesné.
2. Při spouštění počkejte, dokud teplota ohřevu nedosáhne nastavené procesní teploty a před spuštěním ji nějakou dobu udržujte. Aby nedošlo k poškození součástí, jako jsou motory a šrouby.
3. Když je hlavní motor nastartován, musí běžet několik minut při nízkých otáčkách, aby se naposledy vyčerpal roztavený materiál, který zůstal v sudu, a rychlost lze zvýšit až po tlaku taveniny a proudu hlavního motoru. jsou stabilní, aby se zabránilo zranění osob stříkaným materiálem.
4. Parametry jako teplota, proud a tlak taveniny by měly být během provozu zařízení včas sledovány. A pozorujte zahřívání motoru a redukční skříňky. Pokud se vyskytne nějaká abnormalita, zjistěte včas příčinu a odstraňte ji.
Předchozí:Přednost PP tkaniny foukané z taveniny